Homogeneous vinyl sheet flooring is the one single layer flooring with same content from top to bottom made by same mixed vinyl raw materials. With the advantages of high durability, low maintenance, scratch resistance, antibacterial and fungicidal treatments; it is the perfect choice for heavy traffic areas such as hospital, airport, station, mall, office, school, workshop and GYM
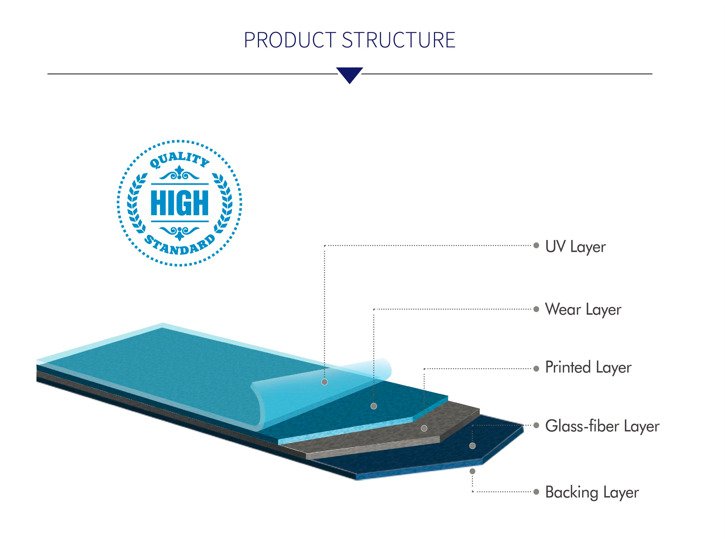
Heterogeneous vinyl sheet flooring is the multi layer flooring with different contents from top bottom. It combines with UV layer, Wear layer, Printed layer, Glass-fiber layer and Backing layer. It can be custom printed with all kinds of stylish patterns and innovation designs. With the advantage of cushioning, comfort, waterproof, durability and affordability, it is the perfect choice for public areas need luxury vinyl sheet such as: school, mall, office, GYM and workshop.
Commercial sheet vinyl flooring is the most popular choice for the healthcare flooring segment with good reason. You also see it in retail, airport, station, education, corporate, even some hospitality and multi-family housing. Yet, there’s more to this resilient flooring than you might know.
Let’s explore the construction and distribution of the product to learn why it could be the right choice for your project.
It’s an in-depth article that takes 20 minutes to read.
Navigation, click to jump to the section you want to read
When talking about the difference between the two types: Homogeneous vinyl sheet & Heterogeneous vinyl sheet
There are two words that are integral to understand: heterogeneous and homogeneous. These define the construction structures that play a role in where and how the products are used.
Heterogeneous means layered or of multiple types. In this type of product, each of the layers looks a bit different. There’s a back layer, a coated core layer, and a wear layer on top. To help remember, think of a hamburger or a layer cake. When you look at it from the top, it looks like one thing, but when you cut and look at a cross section, you see multiple, distinct layers in which each layer serves a different purpose.
There are both heavy (2mm thickness) and light(Less than 2mm thickness) commercial sheet in the market, but heavy commercial heterogeneous sheet is especially important for those interested in the products application, particularly for healthcare customers.
Homogeneous, on the other hand, means a single layer or all made from the same thing. It looks the same from the top, middle, and the bottom. To go back to the food analogy, think about a steak or maybe a potato. It looks the same from the top or bottom, and even if you cut into it, it looks the same throughout.
Because of the cost of entry required to get into manufacturing homogeneous flooring, there are not many reputable suppliers in this category.

A multi-layer product requires a multiple step manufacturing process. We start with a carrier product. In the case of most heterogeneous commercial products, that’s typically fiberglass. Then we apply a liquid coating with a roller. That coating can go on the top, on the back or, as is the case with most Mannington Commercial products, both top and bottom.
Once the liquid coatings are applied, the material passes through an oven that cures the vinyl coatings on both sides of the fiberglass. That process builds up the core layers of the product and creates the canvas for printing the visual design.
Next is the rotogravure printing process. Rotogravure is a big word for a fairly complex printing process. This process is what gives the product its distinct visual created by our design department. Inspired by natural wood, tile, a weave, or even an abstract look, each pattern is separated into different elements to create the layers of the visual. Then each of those visual layers is engraved on a cylinder used in the print process.
The sheet vinyl created in the pre-gel process described earlier, passes between the impression roll and a print cylinder. It picks up ink and presses the engraved image onto the vinyl. Each cylinder adds more color and design elements to the pattern. The process can include up to seven print cylinders, depending on the intricacy of the design.
Multiple layers of color and pattern are added as it goes through each phase to create the final visual. The first station could be a background color, the next one could be the beveled edges of a woodgrain look, progressing to character elements such as knot holes or cathedral grains and continuing on to build to a beautiful woodgrain visual. Each layer builds on the last until the full design emerges.
A wear layer is applied next on top of the printed pre-gelled layer. In Mannington Commercial products, that’s the wear surface.
At this point, the total product goes through a textured roller to create an embossed texture to complement the visual and provide even more performance attributes. The product then moves through a series of temperature controlled ovens to cure the wear layer and finish the product.
If that seems like a lot of steps, it is. But, that’s what it takes to achieve the rich visual looks and superior performance that characterize Commercial heterogeneous vinyl flooring products.

Homogeneous sheet products are a single layer of the same mix of materials, but the product is not created in a single step. Homogeneous products start out with industrial mixers blending together the color and size specific chips particular to that product.
These chips are then deposited onto a belt that carries the product throughout the rest of the process. In the case of homogenous sheet, the product isn’t printed. Instead, the visual is created by different combinations of chips. The way in which the chips are scattered, the size and color of the chips, and the balance of the formula that carries and binds the chips together all contribute to the product’s eventual visual and performance attributes.
Once the product is deposited onto the belt as designed, the next step in the process is called consolidation. Consolidation is where a thick bed of the product components are pressed down by a cylinder to bring the product to the appropriate thickness and density.
The sheet is then coated with UV layer which provides industry leading performance for wear, stain, and fade in commercial arenas. More robust performance can be achieved through careful design of the overall thickness, density, and wear layer formulation in this category.
From Forbo
Products like ESD homogeneous vinyl sheet flooring is designed for the most robust healthcare application segment: operating rooms. Electronic Static Discharge is very important because of specific performance considerations for operating rooms and the nature of homogeneous sheet in general, these products are ideal for those demanding applications.

Regardless of whether the product is created with one layer or multiple layers, resilient sheet offers performance features and benefits that are well suited for demanding commercial environments.
Homogeneous and heterogeneous sheet products make up a significant portion of the total commercial flooring market.
This article is written by Longda Flooring (www.longdaflooring.com), a leading vinyl sheet flooring manufacturer from China.
Please contact Longda flooring for a free quote on your vinyl flooring needs. We have quick response, efficient communication, quality products, on time delivery, and competitive price.
Copy right by Longda China